Обработка:
Резание
Для резания алюминиевых композитных панелей AlcoteK могут применяться циркулярные и панельные пилы, используемые для обработки древесины. Поскольку полотно пилы перемещается относительно неподвижной плиты, на плите не образуются царапины. Однако на стороне распила могут появиться небольшие заусенцы.
Для циркулярной пилы лучше всего подходят твердосплавные режущие диски, предназначенные для резания алюминия и пластика.
Фрезерование
Фрезеровка для изгибов малого радиуса U-образной фрезой
Если необходимы не острые грани, а малые радиусы изгиба, рекомендуется обработка материала U-образной фрезой с обратной стороны. Обычно используется деревообрабатывающий фасонно-фрезерный станок. Ниже приведен пример U-образной циркулярной фрезы.
Характеристики фрезы:
- Число зубьев: 2 ~ 4.
- Скорость вращения: 20 000 ~ 30 000 об/мин.
- Скорость подачи: 3 ~ 5 м/мин.
- Материал: карбид.
- Ширина фрезы: b = 6,5 мм.
V-образная фреза
Для обработки небольших партий и работ на строительной площадке можно использовать фасонно-фрезерный станок и обрезной станок. Для производства большого количества листов используется циркулярная пила с V-образной фрезой.
Характеристики V-образной фрезы:
- Материал: карбид.
- Наружный диаметр: Ø 305.
- Число зубьев: 24.
- Скорость вращения: 3000 ~ 5000 об/мин (двигатель с переменной скоростью вращения).
- Скорость подачи: 5 м/мин.
Главным конструктивным требованием к оборудованию для обработки является обеспечением размера 0,8 мм толщины остатка слоя заполнителя на слое алюминия. Если фреза будет задевать нижний слой алюминия, то панель будет считаться бракованной. Поэтому, при обработке материала «ALCOTEK», очень важно использовать соответствующие копиры на циркулярных фрезах и тщательно выставлять глубину фрезеровки микрометрическим винтом на пальчиковых фрезах.
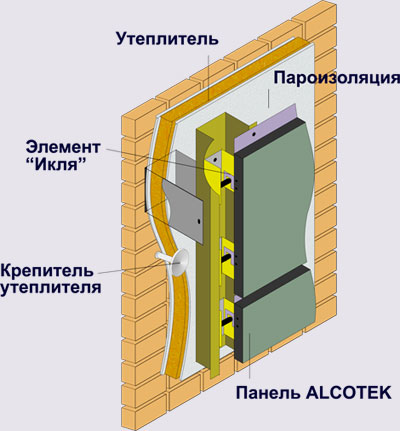
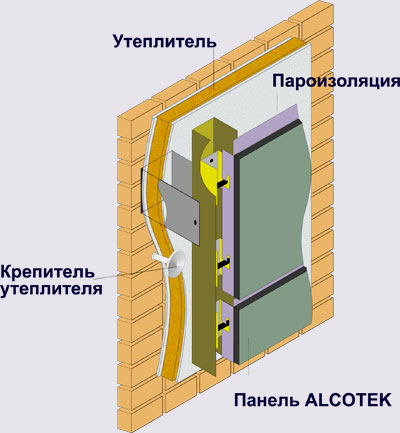
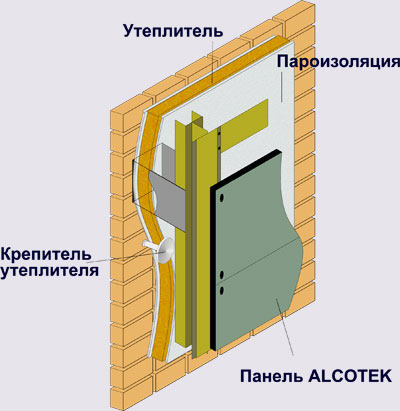
При фрезеровании только с одной стороны, панели «ALCOTEK» можно сгибать вверх или вниз, образуя внутренние или наружные углы. Возможный угол V-образного паза - 90° ~ 110°. Необходимо учесть, что при сгибании образуется искривление небольшого радиуса и поэтому готовое изделие после сгибания будет на 2 ~ 4 мм больше расстояния между осями фрезеровок на листе. Эта величина определяется профилем резца, используемого для фрезерования. Перед началом производства панелей необходимо провести пробное резание, чтобы определить необходимость коррекции размеров. Ниже приведены различные формы фрез, используемых для обработки композитного материала «ALCOTEK», и соответствующие им формы отфрезерованных канавок. Следует отметить, что сгибание бортов кассеты с большим радиусом предпочтительнее, т.к. местные напряжения алюминия в листе алюминия в месте сгиба будут меньше.
Для сгибания предварительно отфрезерованных панелей рекомендуется использовать гибочный станок или стол с ровной поверхностью. Для предотвращения образования трещин на защитном покрытии рекомендуется сгибать материал при температуре не ниже 10°С. В зависимости от формы отфрезерованных канавок (U-образная или V-образная) угол панели после сгиба может быть двух типов, как показано ниже. Допуск 1.6 справедлив для панели 5 мм!
Соединение
Обычно для крепления панелей к различным материалам используются заклепки, болты и винты.
Если поверхность панели прямо контактирует с другими материалами, необходимо учитывать следующие рекомендации:
Допустимые материалы для контакта: алюминий, пластик, нержавеющая сталь, покрытая или обработанная кадмием, цинком или алюминием.
Недопустимые материалы для контакта: медь, бронза, железо, нерафинированная сталь.
Заклепки
Композитные панели AlcoteK можно скреплять между собой, прикреплять к алюминиевому профилю или другим листовым металлам с помощью заклепок, применяемых для крепления алюминия. Закладные заклепки удобны и позволяют работать с одной стороны.
Винты и болты
Для скрепления композитных панелей AlcoteK или крепления их к алюминиевому каркасу лучше всего подходят винты или болты. Для уменьшения нагрузки на поверхность используйте плоские шайбы. Диаметр плоской шайбы должен быть в 2,5-3 раза больше диаметра винта. Если панели закреплены болтами или винтами, в области отверстий образуется напряжение и деталь может деформироваться. Рекомендуется располагать крепежные винты на расстоянии не менее, чем 2,5 диаметра винта.
Сварка
Для соединения композитных панелей AlcoteK можно использовать термическую сварку. Используйте присадочный пруток, качество которого соответствует наполнителю панелей AlcoteK. Сварные швы используются для герметичных стыков воздуховодов, баков для воды и т.п.
Условия сварки струей горячего воздуха:
- Температура сварки: 230 ~ 240 °С.
- Давление воздушного компрессора: 0,3 ~ 0,4 кг/см2.
- Давление сжатия: 1,0 ~ 1,5 кг.
- Скорость сварки: 1 м/мин.
Сгибание
При V-образной форме фрезеровки получается угол панели с очень малым радиусом закругления.
При U-образной форме фрезеровки получается угол панели с большим радиусом закругления, что предпочтительнее.
Искривление
Панели AlcoteK хорошо поддаются холодному изгибанию. Для изгибания широко применяется
роликовая гибочная машина с тремя роликами.
Гибочная машина с тремя роликами обеспечивает радиусы изгибания большего размера. Угол изгиба определяется диаметром роликов и расстоянием между ними. Однако в зоне изгиба и на конце панелей AlcoteK появляется прямолинейный участок длиной 75 ~ 100 мм. Эта часть отрезается, как отходы.
Процесс изгибания панелей AlcoteK:
- Очистите ролики.
- Проложите защитный материал между роликом и панелью Alcotek.
- Отрегулируйте ролики в соответствии с толщиной панелей (3 мм, 4 мм, 6 мм).
- Оставьте допуск на отходы в 75 - 100 мм с каждой стороны.
Сверление
Панели AlcoteK можно сверлить спиральным сверлом, обычно используемым для алюминия и пластика.
*ALCOTEK - это аналог материалов Alucobond, Dibond, Alpolic, Architecks.